How to Optimize High-Frequency Magnetics for Next-Gen Integrated OBC + DC/DC Converters under 800V EV Architecture
May 24, 2026
Discover how nanocrystalline cores solve core loss and thermal bottlenecks in 800V Integrated OBC + DC/DC designs utilizing SiC and CLLLC/DAB topologies.
The electrification of the automotive industry is undergoing a massive architectural shift. As electric vehicles (EVs) transition from 400V to 800V platforms to unlock ultra-fast charging, the traditional decentralized power supply design is hitting its physical limits.
To achieve the critical industry goals of lightweight design and cost reduction, the market is rapidly moving toward Integrated OBC + DC/DC power conversion architectures. By sharing the DC-link bus, consolidating power semiconductor switches, and combining control boards, integrated systems can achieve up to a 30% reduction in volume and weight, alongside substantial BOM cost savings.
However, moving toward an integrated high-voltage, high-frequency domain introduces a severe secondary bottleneck: High-Frequency Magnetic Design. When switching frequencies shift into the hundreds of kilohertz (kHz) range via Wide Bandgap (WBG) semiconductors like Silicon Carbide (SiC) MOSFETs, conventional magnetic materials like manganese-zinc (MnZn) ferrites exhibit drastic core losses and thermal runaway.
To overcome this, next-generation integrated topologies—specifically CLLLC and Dual Active Bridge (DAB) resonant converters—require a fundamental material revolution: Nanocrystalline Cores.
1. The Architectural Evolution: Why Integrated OBC + DC/DC is Crucial for 800V EVs
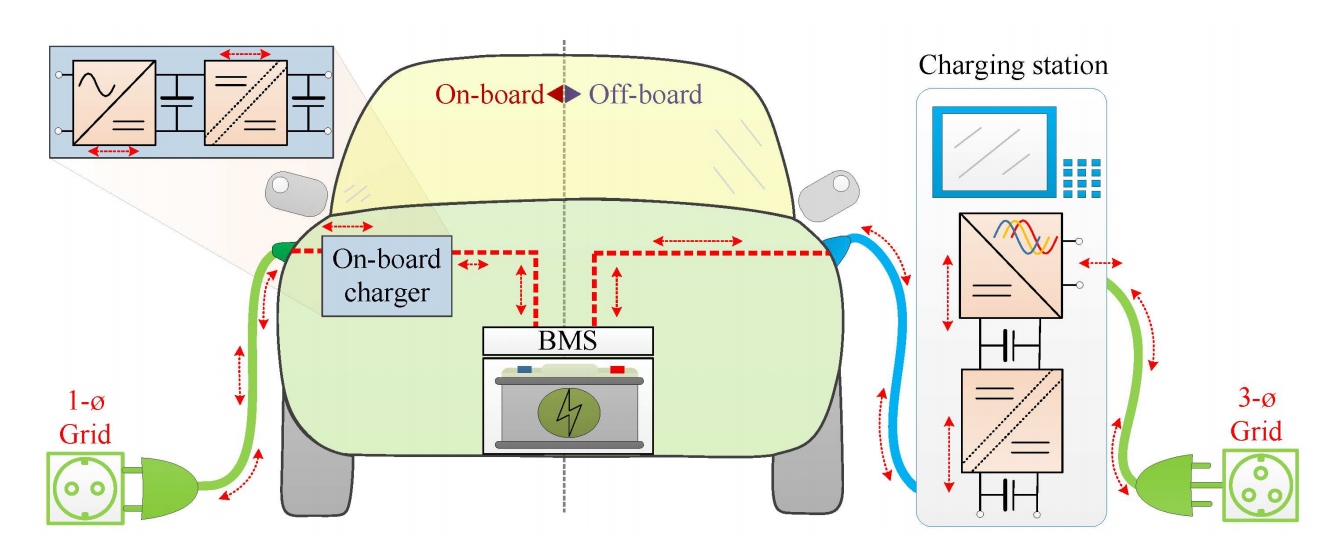
In traditional EV power architectures, the On-Board Charger (OBC) and the Low-Voltage DC/DC Converter (LDC) are treated as two isolated systems. Each possesses its own power factor correction (PFC) stage, isolated LLC/PSFB stages, independent microcontrollers (MCUs), cooling plates, and distinct housing enclosures. This decentralized approach leads to a massive component count, excessive high-voltage cabling, and a bulky footprint.
The next-generation Power Domain Integration approach reorganizes this entirely. In a typical SiC-based Integrated OBC + DC/DC system, the hardware utilizes a highly integrated multi-port or shared-topology matrix:
Shared High-Voltage DC-Link Bus: Eliminates one full stage of high-voltage capacitors and pre-charge circuits.
Power Switch Multiplexing: In bidirectional topologies supporting Vehicle-to-Grid (V2G), the same primary-side SiC MOSFET bridges handle both incoming AC-to-DC grid charging and outgoing DC-to-AC power routing.
Consolidated Thermal & EMI Systems: A single liquid-cooling plate handles the entire integration block, and the unified housing drastically simplifies Electromagnetic Interference (EMI) filtering layout.
While this hardware compression achieves higher efficiency and volumetric power density, it forces the high-frequency magnetics—the main isolation transformers and resonant inductors—to handle significantly higher volt-second products and extreme high $dv/dt$ stresses within an ultra-compact space.
2. Topologies Driving the Integration: CLLLC vs. DAB
Selecting the optimal circuit topology is the foundation of high-power-density EV power design. For integrated systems requiring bidirectional capability, two architectures dominate the 800V platform:
The CLLLC Resonant Converter
The CLLLC topology has emerged as the premier choice for bidirectional integrated OBCs. Featuring symmetric resonant networks on both the primary and secondary sides, it provides excellent soft-switching characteristics—achieving Zero Voltage Switching (ZVS) for the primary switches and Zero Current Switching (ZCS) for the secondary rectifiers across the entire wide battery operating voltage range.
When paired with SiC MOSFETs operating at 100 kHz to 300 kHz, CLLLC structures drastically minimize switching losses. However, the performance of a CLLLC network is highly dependent on the stability of its resonant components. The leakage inductance of the transformer is often utilized as part of the resonant inductance, which requires incredibly tight control over magnetic flux leakage and core characteristics under variable thermal conditions.
The Dual Active Bridge (DAB) Converter
The DAB topology utilizes phase-shift control between two full bridges to regulate power flow. It offers excellent flexibility in managing wide input/output voltage variations, making it highly effective for the DC/DC converter stage routing power from the 800V traction battery down to the 14V/48V low-voltage auxiliary power module (APM).
However, DAB converters can experience high circulating currents and loss of ZVS under light-load conditions, which induces sharp current spikes and elevates high-frequency AC copper losses (due to skin and proximity effects) and core losses in the main transformer.
3. The Magnetics Bottleneck: Why Ferrite Fails at High Frequency & High Voltage
For decades, MnZn power ferrites have been the default choice for power transformers. But as EV power electronics push deeper into the 800V domain with fast-switching SiC devices, ferrites hit a definitive performance wall caused by three fundamental material limitations:
Low Saturation Flux Density (Bsat): Power ferrites typically saturate between 0.4T and 0.5T at room temperature, dropping drastically to around 0.35T at 100°C. This low threshold forces engineers to use larger core cross-sectional areas (Ae), directly contradicting the requirement for high power density.
Poor Thermal Conductivity: Ferrite is a ceramic material with low thermal conductivity (typically 3–5 W/m·K). Under high-frequency operation, the heat generated inside the core cannot escape efficiently, creating a severe localized temperature rise that quickly drives the material toward its Curie temperature, risking complete system failure.
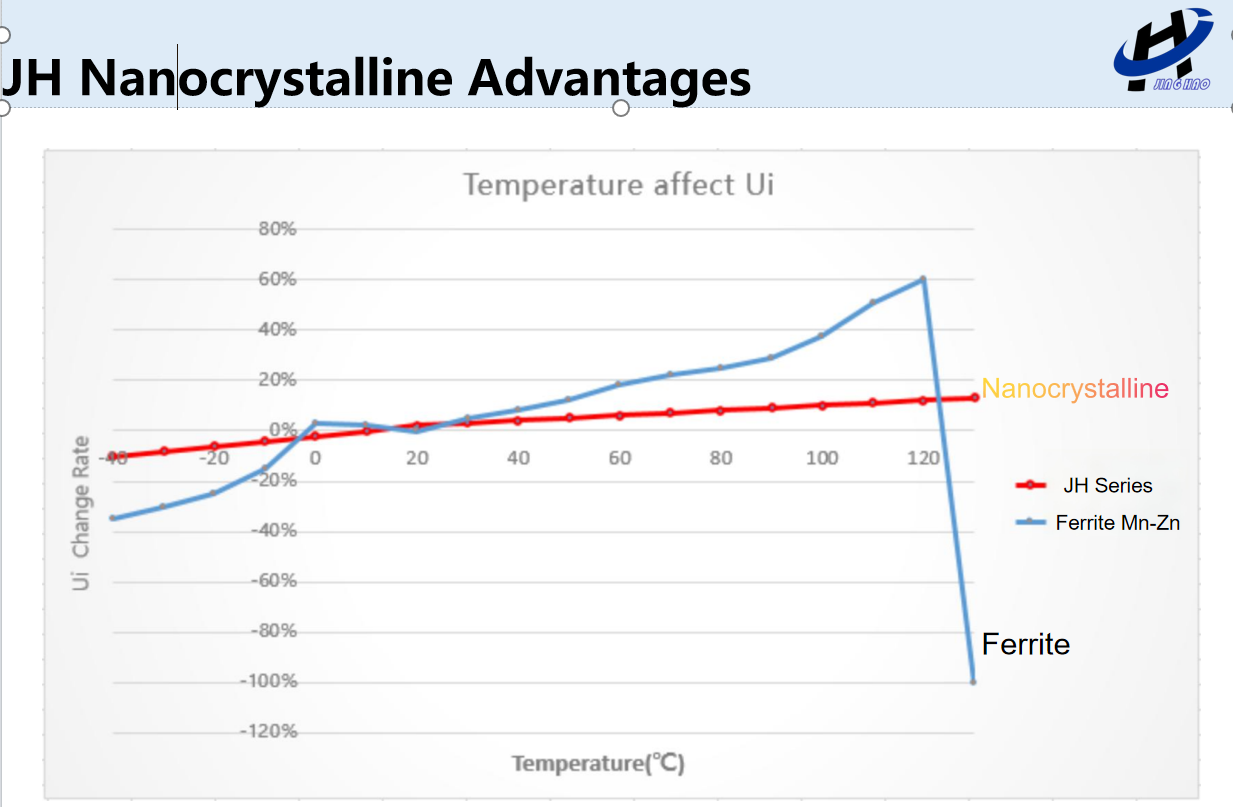
High Temperature Dependency of Losses: Ferrite core losses (Pv) are highly non-linear with respect to temperature. Minimum loss is usually tuned for 80°C or 100°C; if the system operates outside this window, losses spike rapidly, creating a dangerous positive thermal feedback loop.
4. Nanocrystalline Cores: The Hidden Catalyst for High Power Density
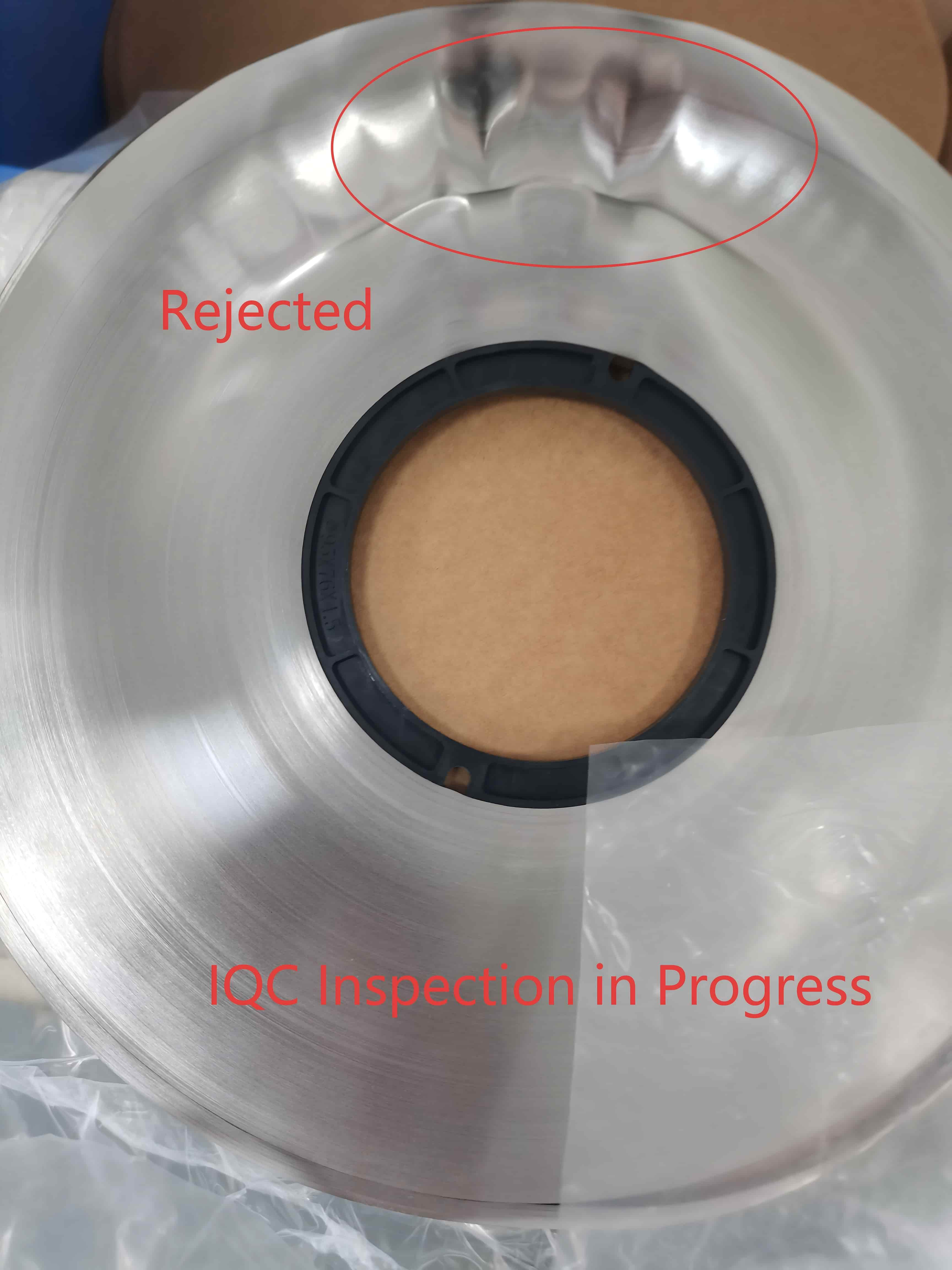
To break through the limitations of ferrite, next-generation integrated EV power electronics are pivoting to Fe-based Nanocrystalline Ribbons. Derived from rapid-solidification technology, nanocrystalline materials blend the high saturation induction of amorphous metals with the low losses of advanced ceramics.
Magnetic Property
MnZn Power Ferrite
Fe-based Nanocrystalline
Saturation Flux Density (Bsat)
~0.45 T
1.2 T
Initial Permeability (ui)
2,000 – 5,000
30,000 – 100,000
Core Loss (Pv) @ 100kHz, 0.2T
~100 kW/m³
≤ 35 kW/m³
Curie Temperature (Tc)
~220°C
> 560°C
Operating Temperature Range
-40°C to 125°C
-50°C to 180°C
Shrinking the Footprint via 1.2T Saturation
With a Bsat of 1.25T—nearly three times higher than ferrite—nanocrystalline cores allow design engineers to design with a much higher operational flux density (Delta B). According to the fundamental transformer design equation:
An increased Bm allows for a dramatic reduction in both the core cross-sectional area (Ae) and the number of winding turns (N). This creates a powerful compounding effect: a smaller core slashes total volume, while fewer turns significantly shorten the winding length, mitigating AC copper losses caused by high-frequency skin effects.
Extreme Thermal Stability Across Wide Load Profiles
Unlike ferrites, whose loss profiles fluctuate violently across automotive temperature extremes (-40°C to 150°C), JH Amorphous' custom nanocrystalline chemistry delivers a nearly flat core-loss curve up to its operational limits. Boasting a Curie temperature exceeding 560°C, it completely eliminates the threat of high-frequency thermal runaway, ensuring ultra-reliable performance under harsh automotive environments.
5. Advanced Component Design: Planar Transformers and Common Mode Integration
Material selection is only half the battle. To fully unlock the performance of nanocrystalline materials in Integrated OBC + DC/DC systems, engineers must deploy advanced structural design methodologies.
Planar Transformers with Nanocrystalline Chokes
For high-power density CLLLC and DAB converters, traditional wire-wound transformers are increasingly replaced by Planar Transformers. Utilizing multi-layer heavy-copper PCBs or lead-frame copper stampings as windings, planar designs achieve exceptionally low profile heights, outstanding thermal coupling to liquid-cooled cold plates, and highly repeatable leakage inductance profiles.
Integrating a low-loss nanocrystalline magnetic shunt or gapped core within the planar structure allows for precise tuning of the leakage and magnetizing inductances needed for resonant tanks. This eliminates the need for an external, bulky discrete resonant inductor.
Multi-functional EMI Integration
Integrated power conversion domains suffer from complex, overlapping noise spectrums. Fast SiC switching edges (dv/dt) induce severe Common Mode (CM) and Differential Mode (DM) electromagnetic noise.
By taking advantage of the ultra-high permeability (ui 80,000) of nanocrystalline alloys, engineers can design compact, multi-stage EMI filters. High permeability enables the required inductance to be achieved with fewer turns, reducing parasitic winding capacitance and pushing the self-resonant frequency (SRF) higher. This ensures excellent high-frequency attenuation across strict automotive noise limits.
Future-Proofing EV Power Designs with JH Amorphous
The race toward 800V high-voltage platforms and Integrated OBC + DC/DC architectures demands more than just faster silicon or wider bandgap switches. It requires a fundamental shift in the passive components that manage the power. High-frequency magnetic design is the definitive bottleneck dictating the size, efficiency, and thermal boundaries of next-generation EV power electronics.
At JH Amorphous, we specialize in engineering high-performance Fe-based nanocrystalline cores, high-frequency transformers, and integrated magnetic assemblies tailored specifically for automotive power domains. Our advanced material processing guarantees ultra-low core losses under high $dv/dt$, high temperature stability, and optimized dimensional footprints to help you shrink your designs without compromising efficiency.
Contact Our Engineering Team
Ready to optimize your next 800V CLLLC or DAB converter project? Don't let magnetic core loss throttle your system's efficiency.
📩 Contact our application specialists today at julia@amorphousoem.com to receive custom magnetic core samples and comprehensive high-frequency loss characterization datasheets.
Read More









 Room 701, Jizhou Tongde Street 45, Shijie Town, Dongguan City, Guangdong Province, China
Room 701, Jizhou Tongde Street 45, Shijie Town, Dongguan City, Guangdong Province, China +86-180 2701 0075
+86-180 2701 0075
 sales@amorphousoem.com
sales@amorphousoem.com


 IPv6 network supported |
Sitemap
|
XML
|
blogs
|
Privacy Policy
IPv6 network supported |
Sitemap
|
XML
|
blogs
|
Privacy Policy